
Ana Luiza Fávaro Piedade, Raquel Tommasi
Acqua Expert Engenharia Ambiental. Brasil
RESUMO
O presente estudo avaliou a redução do bulking filamentoso em sistemas de lodo ativado de cinco indústrias de celulose e papel no Brasil, com base na adequação da dosagem de nitrogênio e fósforo. Quatro das cinco estações de tratamento de efluentes (ETEs) apresentaram problemas crônicos de separação de sólidos nos clarificadores secundários devido ao alto índice volumétrico de lodo (IVL) causado pelo bulking filamentoso. Para a identificação taxonômica de espécies de bactérias filamentosas, foram utilizados métodos baseados em características morfológicas e corantes. A Tipo 021 N foi identificada como a espécie predominante de bactéria filamentosa na maioria das ETEs desse estudo. Essa espécie se desenvolve em efluentes com deficiência de nitrogênio, efluentes ricos em compostos rapidamente biodegradáveis, alta septicidade e altas concentrações de sulfeto. As avaliações das concentrações residuais de nitrogênio amoniacal e fósforo confirmaram a deficiência nutricional nas cinco ETEs avaliadas. Para corrigir esse problema, foi sugerido aumentar a dosagem de macronutrientes, não apenas se limitando a relação DBO:N:P de 100:5:1, mas principalmente focando na concentração residual solúvel de N inorgânico entre 1,0 mg/L e 3,0 mg/L no efluente tratado. As cinco ETEs avaliadas sofrem variações de carga significativas, o que pode resultar em deficiência de nutrientes durante períodos de alta carga e excesso durante períodos de baixa carga. Para evitar o bulking, especialmente durante períodos de alta carga, a sugestão foi manter a concentração residual de nutrientes constantemente alta para garantir que as bactérias estivessem sendo suplementadas. Quatro das ETEs avaliadas conseguiram manter a concentração residual de NH4 e P acima de 1,0 mg/L por mais de três meses consecutivos, e o bulking foi controlado. Como consequência, o IVL do lodo foi reduzido, e os problemas com o arraste de sólidos acabaram. No entanto, uma das ETEs não seguiu a recomendação e manteve o NH4 acima de 1,0 mg/L apenas por um curto período. Nesse caso, houve uma melhoria na qualidade dos flocos biológicos e uma ligeira redução no IVL, mas o bulking filamentoso da tipo 021N permaneceu, e os problemas de separação de sólidos persistiram.
Palavras-chave: Lodos ativados, Bulking filamentoso, Tipo 021 N, Deficiência nutricional, Celulose e papel.
- INTRODUÇÃO
O bulking filamentoso é um dos problemas mais comuns em plantas que tratam o efluente pelos sistemas de lodos ativados, e é causado pelo crescimento excessivo de bactérias filamentosas (Jenkins, 2003). Este fenômeno ocorre quando há um desequilíbrio entre as populações de bactérias formadoras de flocos e bactérias filamentosas (Sperling, 2022).
Muitos fatores influenciam na dinâmica populacional dos microrganismos de uma comunidade, pois essas populações apresentam estratégias de sobrevivência e manutenção de suas comunidades que se relacionam principalmente às taxas reprodutivas e de crescimento, conforme as fontes de carbono e disponibilidade de nutrientes no meio (Chudoba, 1982). Se esses compostos são disponibilizados em quantidades que se aproximam da necessidade mínima dos organismos, podem se tornar um fator limitante ao crescimento de algumas espécies (Odum, 1988). Em um ambiente onde as diversas populações de bactérias competem pelos mesmos recursos entre si, a capacidade de assimilação de substâncias essenciais em baixas concentrações pode favorecer o crescimento de algumas espécies em detrimento de outras.
Andreasen (1999) afirma que as bactérias filamentosas apresentam vantagem competitiva em relação às formadoras de flocos quando submetidas a um ambiente com substratos com menores concentrações, ao passo que, em maiores concentrações, o crescimento das formadoras de flocos atinge sua taxa máxima superando ao das filamentosas. Além da deficiência nutricional, outros problemas operacionais podem estimular o crescimento de bactérias filamentosas, como baixos teores de oxigênio dissolvido, aporte de sulfeto e septicidade. Dessa forma, diferentes tipos de bactérias filamentosas podem se desenvolver dependendo das condições prevalecentes do processo operacional (Fourest et al., 2004). Isso significa que os diferentes setores de processos produtivos podem apresentar em seus sistemas de lodos ativados composições microbiológicas diferentes e com populações flutuantes conforme a variação ambiental.
No Brasil, o setor de celulose e papel é composto por mais de 200 indústrias, estando entre os maiores fabricantes mundiais em volume de produção (ABTCP, 2023). A maioria dessas indústrias no Brasil trata seus efluentes através do sistema de lodos ativados, atingindo elevada eficiência de remoção de DBO. Ainda assim, com frequência são relatados problemas operacionais na etapa de separação de fases entre o lodo biológico produzido e o efluente clarificado no decantador secundário, resultando no arraste de sólidos, na maioria das vezes provocado por bulking filamentoso.
Neste trabalho, foram investigadas as causas para o desenvolvimento de bulking filamentoso em cinco indústrias de celulose e papel entre 2021 e 2023 e estabelecidas as ações corretivas para a recuperação do equilíbrio entre as populações de bactérias filamentosas e bactérias formadoras de flocos.
- MÉTODOS
2.1 Área de estudo
Cinco indústrias do setor de papel e celulose tiveram seu sistema de tratamento de efluentes monitorado em relação à qualidade do lodo biológico e aos parâmetros de controle operacional ao longo de 2021 e 2023 no Brasil.
A indústria 1 possui capacidade de produção superior a 3 milhões de toneladas de papel e celulose por ano, gerando um efluente com uma vazão média de 3600 m³/h. O sistema de tratamento é constituído por duas fases que atuam sequencialmente, Moving Bed Biofilm Reactors (MBBR) e Sistema Convencional de Lodos Ativados.
A indústria 2 produz em torno de 900 mil toneladas de papel por ano. O efluente correspondente a essa produção apresenta uma vazão média de 3000 m³/h. O tratamento biológico atuante é o sistema de lodos ativados do tipo aeração prolongada.
A indústria 3 produz em média 1,4 milhão de toneladas anuais. O sistema de tratamento é constituído por MBBR seguido de Lodos Ativados do tipo convencional e trata uma vazão média de 5300 m³/h.
A indústria 4 produz em média 1,5 milhão de toneladas anuais. O sistema de tratamento é constituído por Lodos Ativados do tipo aeração prolongada e trata uma vazão média de 5000 m³/h.
A indústria 5 produz em média 400 mil toneladas de celulose e 430 mil toneladas de papel por ano. O sistema de tratamento é por lodos ativados convencional e compreende uma vazão média de 2500 m³/h.
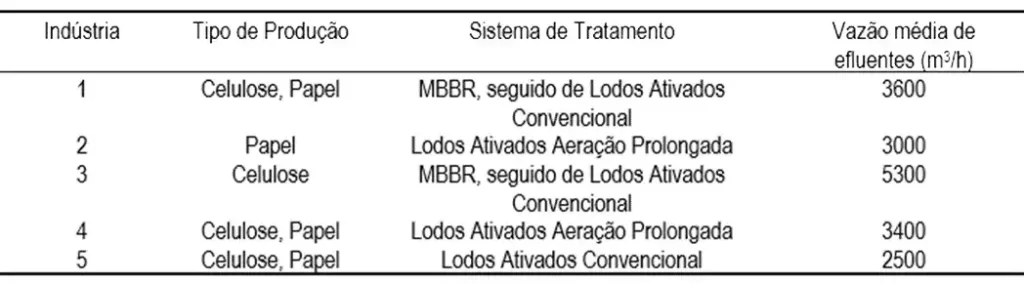
Tabela 1. Características das ETEs que foram utilizadas nesse estudo.
2.2 Análise microscópica para avaliação dos microrganismos dos sistemas de Lodos Ativados
Para as análises microbiológicas dos lodos ativados, as amostras foram coletadas na saída do tanque de aeração, pela equipe operacional de cada planta e posteriormente encaminhadas para o laboratório da Acqua Expert em Santos/SP.
As amostras foram acondicionadas sob refrigeração em uma faixa de temperatura de 4 a 10°C desde a coleta até o momento da análise, que não ultrapassou o período de 48 horas.
As análises de lodo foram realizadas em um microscópio óptico do modelo ZEISS AXIOLAB 5 em aumentos de 100x, 400x e 1000x com contraste de fase.
A análise contemplou a caracterização morfológica dos flocos biológicos, identificação e quantificação de espécies bactérias filamentosas. A identificação das espécies foi baseada na análise morfológica dos filamentos e através das reações às colorações de Gram e Neisser. A abundância das bactérias filamentosas foi quantificada através da escala de ocorrência que varia entre a presença ocasional e a presença excessiva de filamentos, de acordo com o proposto por Jenkins et al. (2003) e Eikelboom (2002).
2.4 Parâmetros de controle de processo
Os parâmetros operacionais avaliados incluíram, mas não se limitaram a, concentrações de carga orgânica (DBO e DQO) no efluente bruto, Índice Volumétrico do Lodo (IVL) no tanque de aeração e concentrações de nitrogênio amoniacal residual e ortofosfato no efluente tratado, após filtração do efluente em filtro de 0,45 µm. Esses dados foram disponibilizados pelas indústrias.
- RESULTADOS E DISCUSSÃO
Os resultados da caracterização microbiológica do lodo mostraram que nos efluentes gerados no processo produtivo das cinco indústrias estudadas, houve, de uma forma geral, o desenvolvimento de bulking filamentoso persistente.
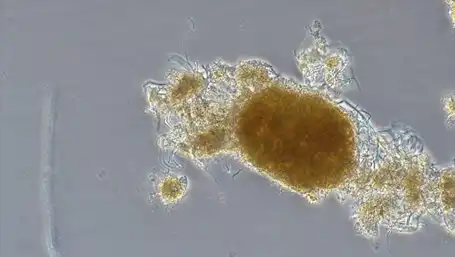
A indústria 1 apresentou uma densidade de filamentosas classificada em “e”, conforme pode ser observado na Figura 1. O IVL deste lodo estava em média 280 mL/g. As espécies de bactérias filamentosas dominantes no período analisado foram a Nostocoida limicola (Figura 2a) e a Tipo 0675 (Figura 2b). Essas duas espécies se desenvolvem normalmente em condições diferentes. Contudo, existe uma característica ambiental em comum que estimula o crescimento de ambas simultaneamente, a carência de fósforo.
Para mensurar o déficit de fósforo, calculou-se a relação DBO:N:P, que totalizou 100:3,5:0,5 corroborando com a teoria de insuficiência nutricional.
No início do monitoramento da ETE da indústria 1 as concentrações de nitrogênio amoniacal residual totalizavam em média 0,91 mg/L e as concentrações de fósforo residual 0,2 mg/L.
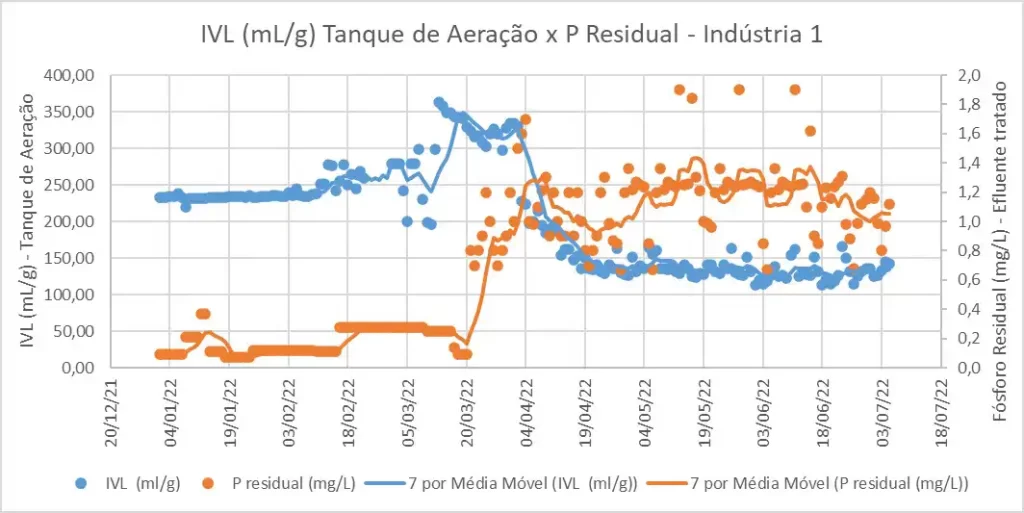
Quando a dosagem de fósforo foi corrigida, respeitando a proporção adequada relacionada ao aporte de carga orgânica, atingindo residuais acima de 1,0 mg/L de fósforo, o IVL reduziu para uma média 134 mL/g, como pode ser observado na Figura 3.
Visualmente é possível observar que o bulking filamentoso foi controlado ao mesmo tempo em que houve incremento de biomassa de bactérias formadoras de flocos (Figura 4).
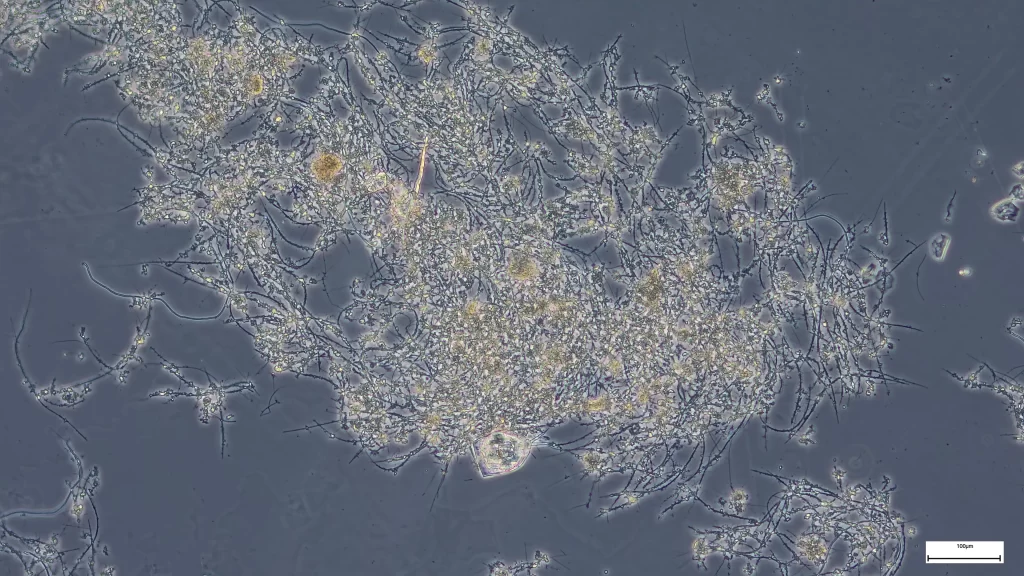
Figura 1: “Bulking” filamentoso observado no lodo ativado da Indústria 1.
In vivo. 100x. Contraste de fase.
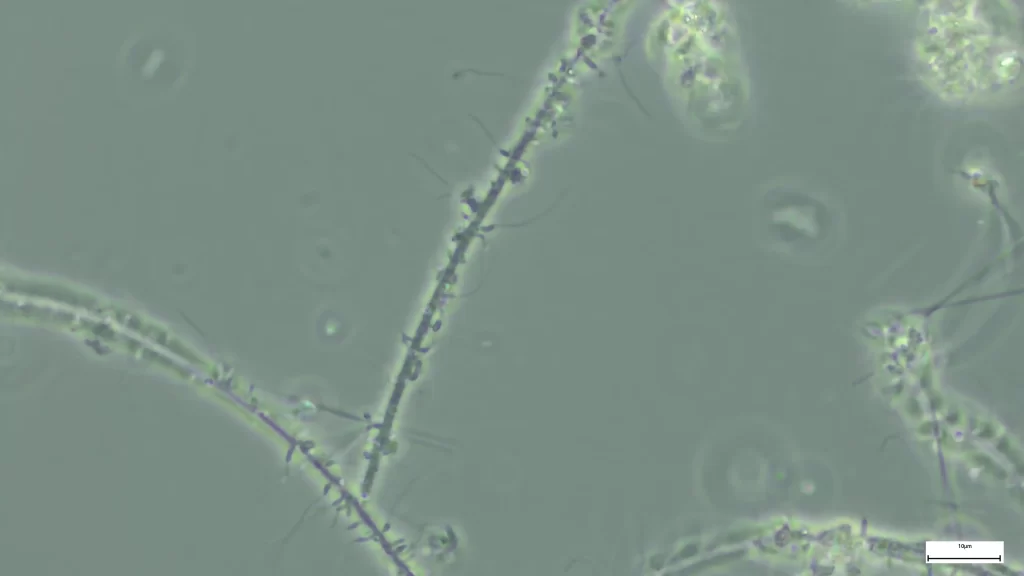
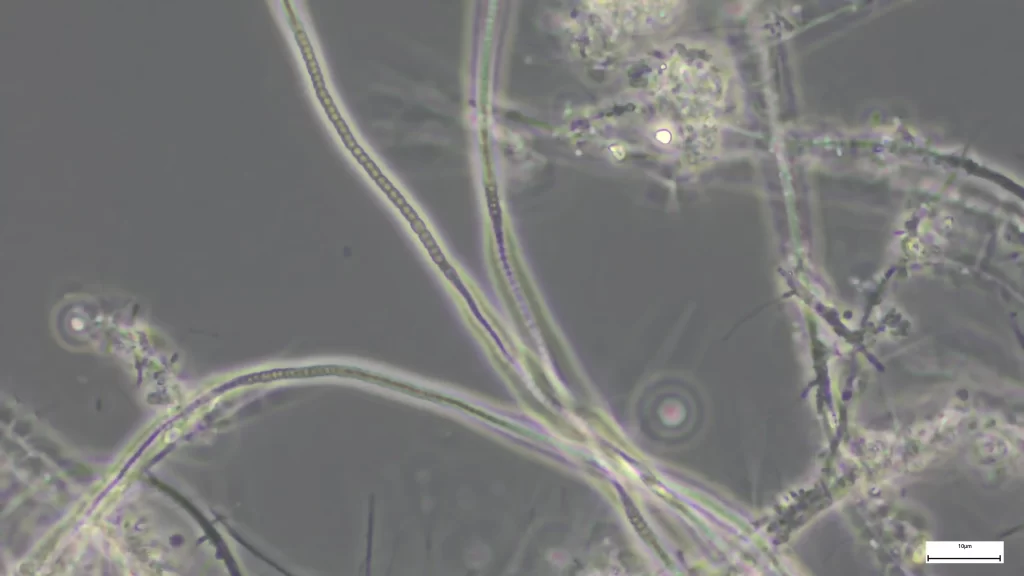
Figura 2: a) Bactéria filamentosa da espécie Nostocoida limicola e b) Tipo 0675, ambas observadas no lodo ativado da Indústria 1. In vivo. 1000x. Contraste de fase.
Como indicado na Figura 5 e descrito por Chudoba (1985), os microrganismos filamentosos são K-estrategistas e os formadores de flocos são r-estrategistas, isto, possuem diferentes taxas de crescimento dependendo da concentração de substratos. A Figura 5 mostra que microrganismos filamentosos possuem uma vantagem competitiva em concentrações mais baixas, típicas em configurações de tanques de mistura completa (Adreasen et al, 1999).
Condições com pouco conteúdo de oxigênio ou quantidades insuficientes de nutrientes, no geral, acabam por beneficiar diversos tipos de microrganismos filamentosos, visto que estes também são capazes de utilizar esses compostos de forma mais eficiente mesmo em baixas concentrações. Por essa razão, esses dois fatores têm um impacto significativo na composição da microbiota, e limitações no oxigênio e nos nutrientes devem, no geral, ser evitadas para controlar o crescimento de filamentosas (Adreasen et al, 1999).
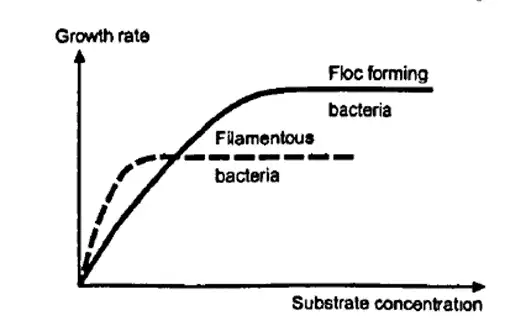
Figura 5: Diferença no cinética de crescimento de bactérias formadoras de flocos e bactérias filamentosas (Fonte: Andreasen et al, 1999).
Nas indústrias 2, 3 4 e 5, por outro lado, observou-se que o bulking filamentoso foi ocasionado pelo crescimento excessivo das espécies Tipo 021 N e Thiothrix sp. Essas duas espécies apresentam as mesmas condições de desenvolvimento, em termos de nutrição, crescimento e tolerância. Nesse sentido, o bulking filamentoso dessas duas espécies pode ser favorecido em ambientes com carência de nitrogênio, efluentes ricos em compostos rapidamente biodegradáveis, alta septicidade e altas concentrações de sulfeto. Por exclusão, as indústrias que foram objeto desse estudo e que apresentaram um grau de predominância severo dessas espécies, foram associadas a condições de deficiência de nitrogênio no tanque de aeração, em relação à disponibilidade de carga orgânica quantificada em termos de DBO, considerando a proporção 100:5:1 (DBO:N:P).
Com a finalidade de restabelecer o equilíbrio no sistema reduzindo a quantidade de bactérias filamentosas, determinou-se a necessidade de corrigir a dosagem de nitrogênio no tratamento biológico, visando a manutenção dos valores residuais de nitrogênio amoniacal solúvel entre 1,0 e 3,0 mg/L em todas as plantas estudadas.
Abaixo estão relatados os resultados registrados em cada indústria.
Indústria 2:
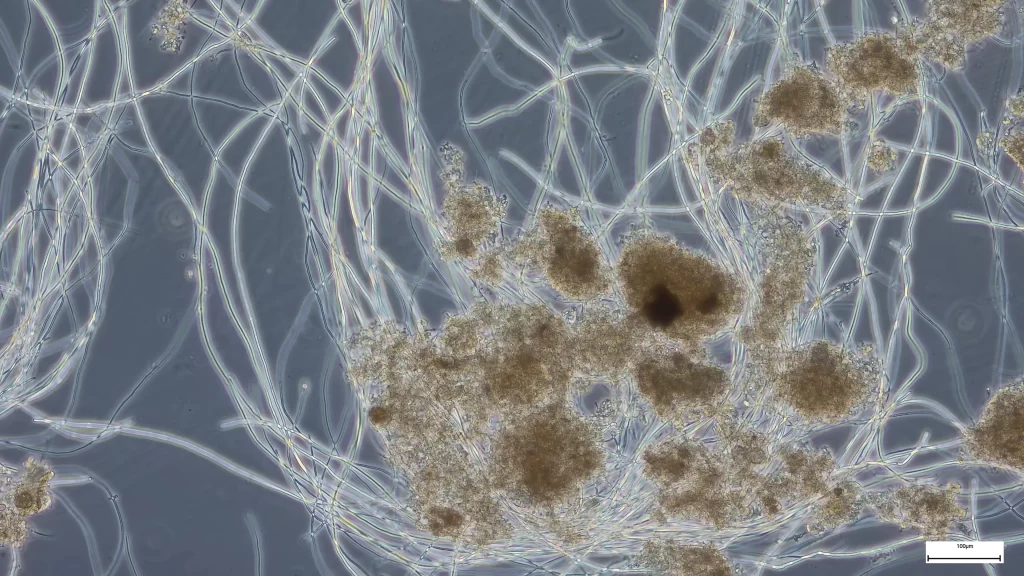
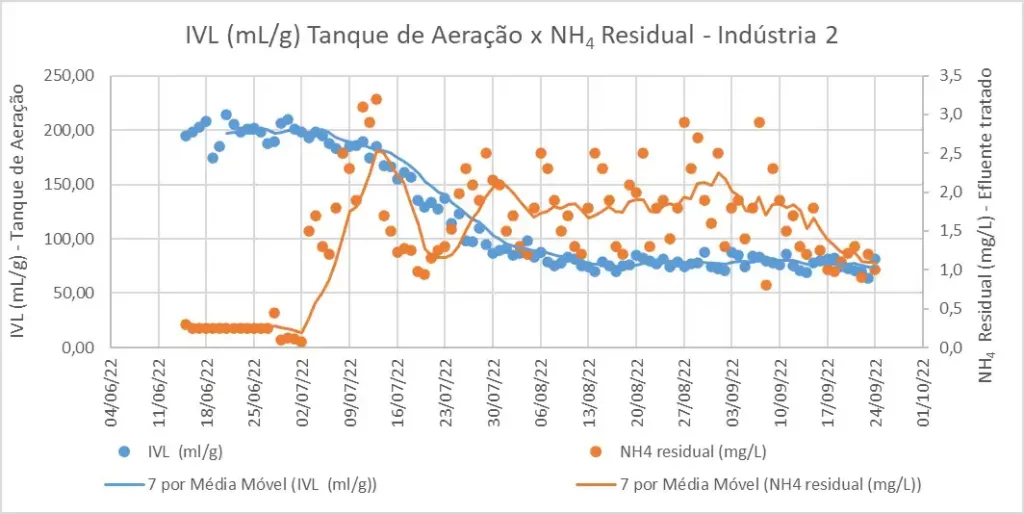
Na indústria 2 na primeira amostragem, os flocos biológicos estavam predominantemente médios e grandes, compactos, mas com uma quantidade “e” de bactérias filamentosas (Figura 6), e o bulking estava sendo ocasionado principalmente pela espécie Tipo 021N (Figura 7). Nesta ocasião o IVL estava em 195 mL/g e o residual de N amoniacal estava em 0,3 mg/L. Em alguns dias a equipe de operação da ETE aumentou a dosagem de Nitrogênio, mantendo o residual acima de 1,0 mg/L e cerca de 20 dias depois desse aumento o IVL reduziu de 198 mL/L para valores próximos de 80 mL/g, isto é, o lodo ficou com uma sedimentabilidade ótima (Figura 8). Essa redução no IVL se deu porque as filamentosas reduziram sua densidade para “c”, como pode ser observado na Figura 9. Depois disso, não houve mais problemas na separação dos sólidos nessa ETE.
Indústria 3:
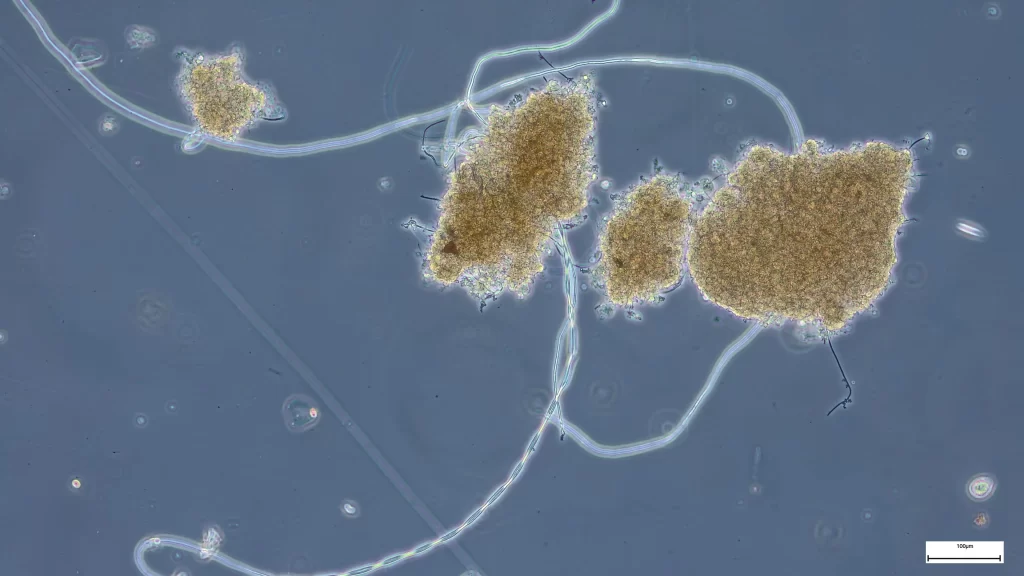
A indústria 3 não apresentou nenhum problema com arraste de sólidos no período avaliado. Contudo, é um caso interessante, pois apesar de trabalhar com um valor de IVL baixo (média de 106 mL/g), como pode ser observado na Figura 10, os flocos biológicos apresentavam bulking filamentoso da espécie Tipo 021N. Apesar do excesso de bactérias filamentosas, os flocos biológicos são muito compactos e firmes, o que deixa o IVL mais baixo (Figura 11a).
Observando os resultados de IVL e NH4 residual na Figura 9, nota-se que diferentemente dos casos anteriores, essa planta operou com NH4 residual entre 1,0 mg/L e 3,0 mg/L a maior parte do período avaliado, o que explica essa excelente floculação da biomassa. Observa-se também que o período em que o IVL ficou mais baixo (próximo de 80 mL/g) foi o mesmo período que o NH4 residual foi mantido mais alto, reduzindo, inclusive, a quantidade de bactérias filamentosas (Figura 11b).
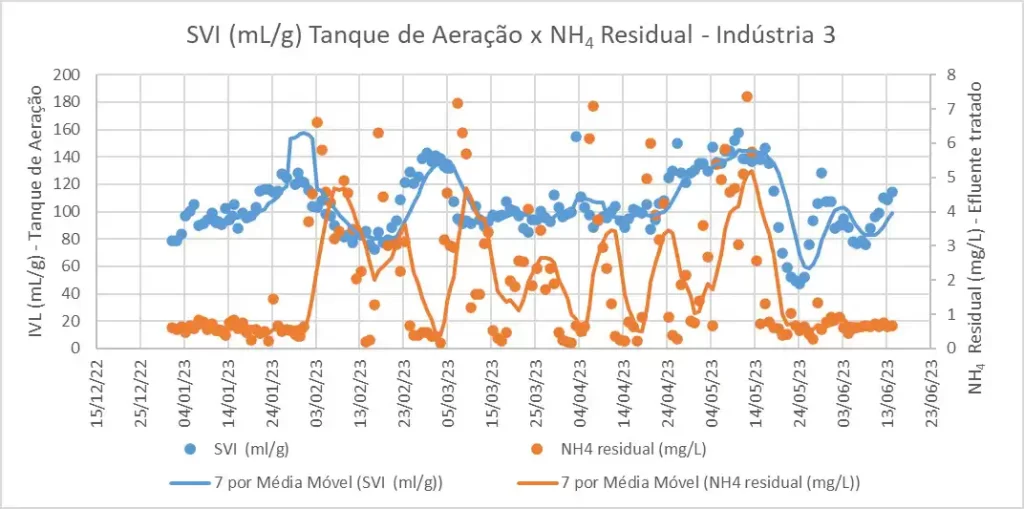
Figura 10: Resultados de IVL (mL/g) e Residual de Nitrogênio Amoniacal monitorados pela indústria 3.
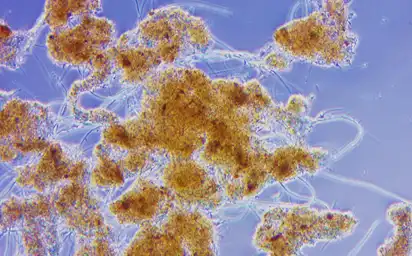
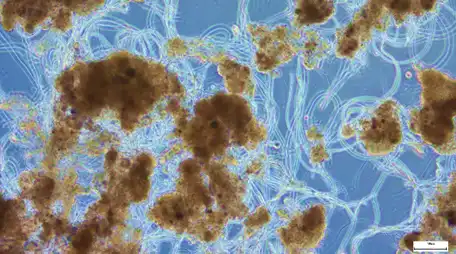
Figura 11: a) Flocos biológicos observados no lodo ativado da Indústria 3 no período que o IVL estava em torno de 130 mL/g e b) flocos no período que o IVL estava em torno de 80 mL/g e maior residual de NH4. In vivo. 100x. Contraste de fase.
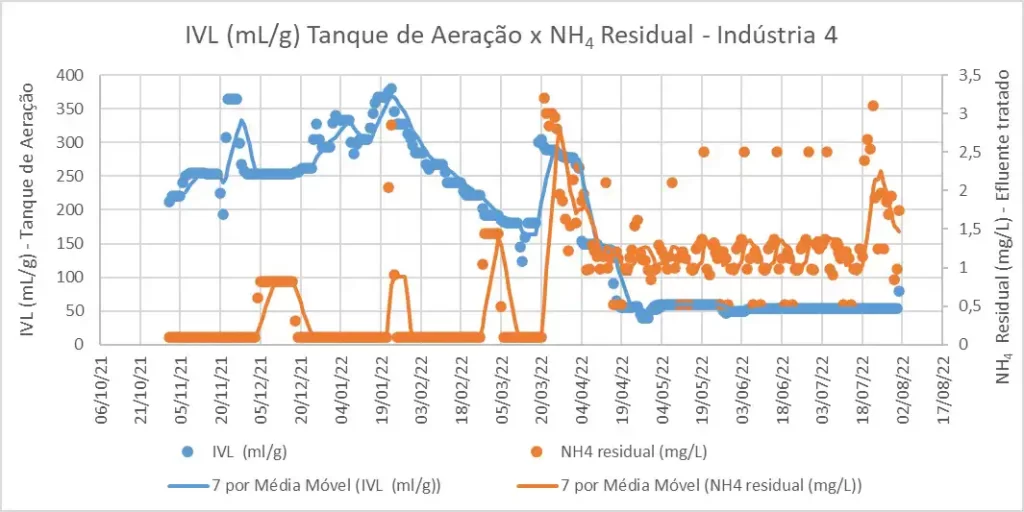
Indústria 4:
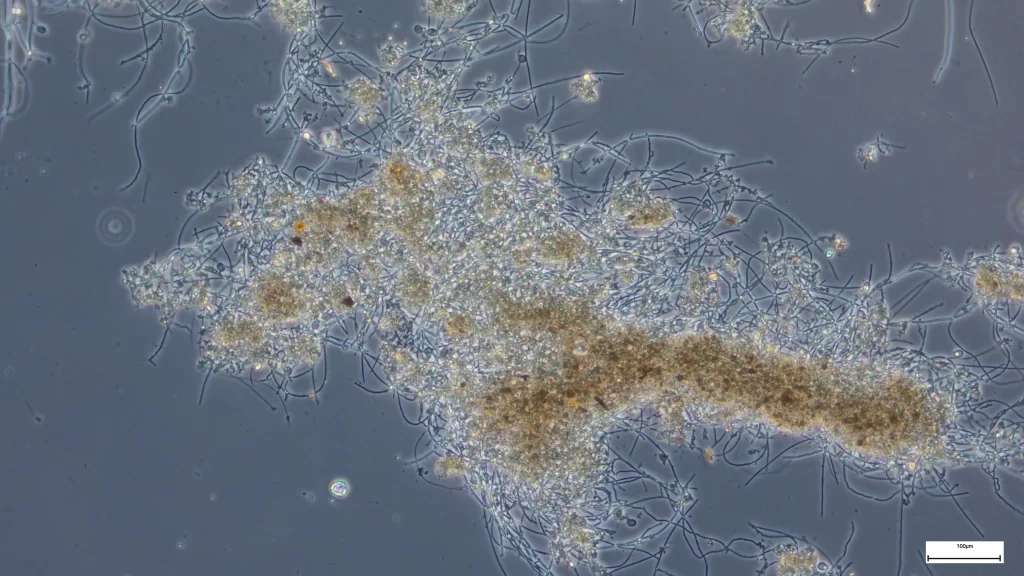
Na indústria 4, quando o trabalho foi iniciado as bactérias filamentosas da espécie Tipo 021N estavam causando um bulking de categoria “f” (Figuras 12 e 13). Após avaliar todas as possiblidades que poderiam estar propiciando seu crescimento foi detectado que a causa também era carência de Nitrogênio. Então aumentou-se a dosagem de uréia, de forma a manter o NH4 residual acima de 1,0 mg/L no efluente tratado.
Observando-se a Figura 14 nota-se que no período inicial do estudo nessa indústria o IVL era em média 265 mL/g, o que em várias ocasiões levava ao escape de sólidos pelo efluente tratado. Cerca de 20 dias após o aumento na dosagem de uréia e manutenção do NH4 residual acima de 1,0 mg/L, o ambiente passou a ficar desconfortável para as filamentosas Tipo 021N que foram reduzindo, a ponto de o IVL reduzir para valores próximo de 50 mL/g, em função das ótimas características dos flocos biológicos, que passaram a se apresentar grandes, firmes, compactos e com uma densidade “c” de bactérias filamentosas (Figura 15).
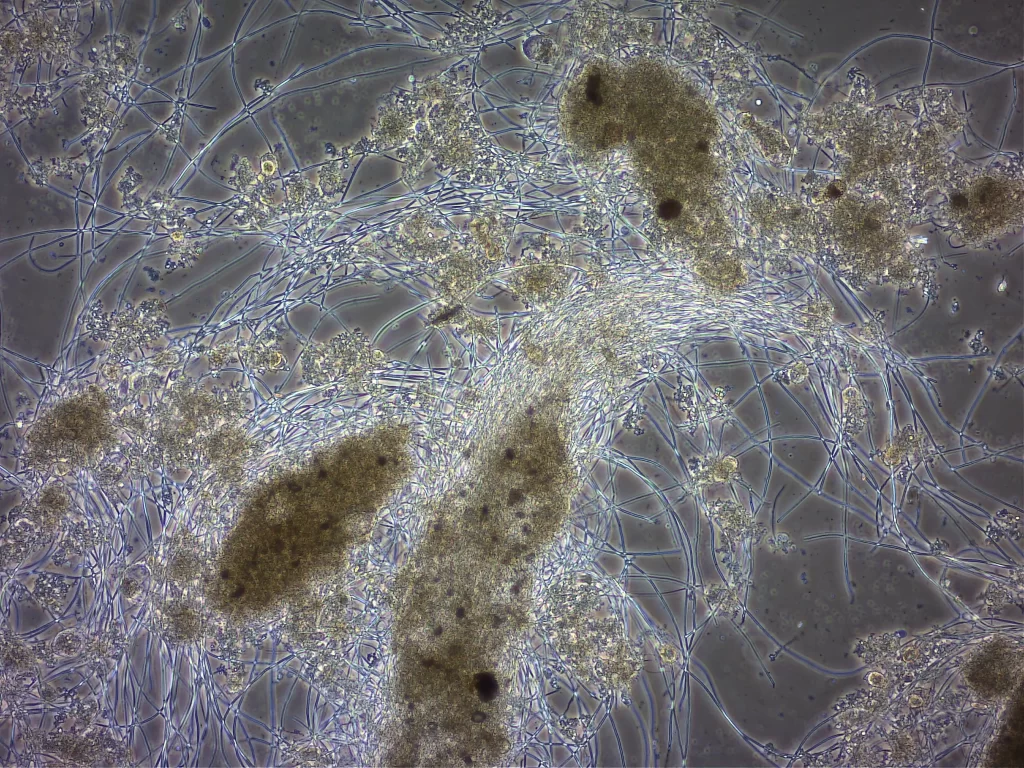
Figura 12: “Bulking” filamentoso observado no lodo ativado da Indústria 4.
In vivo. 100x. Contraste de fase.
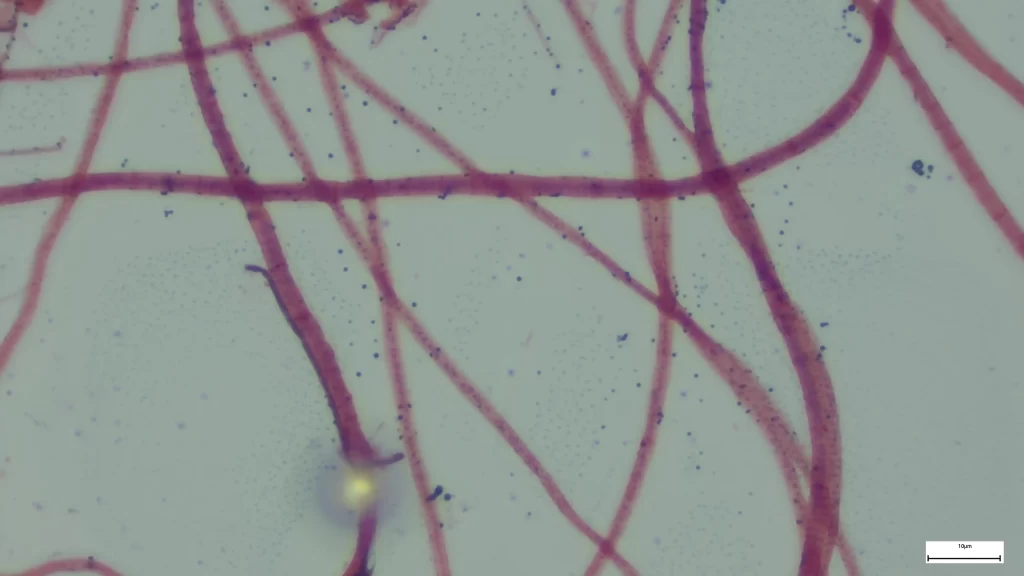

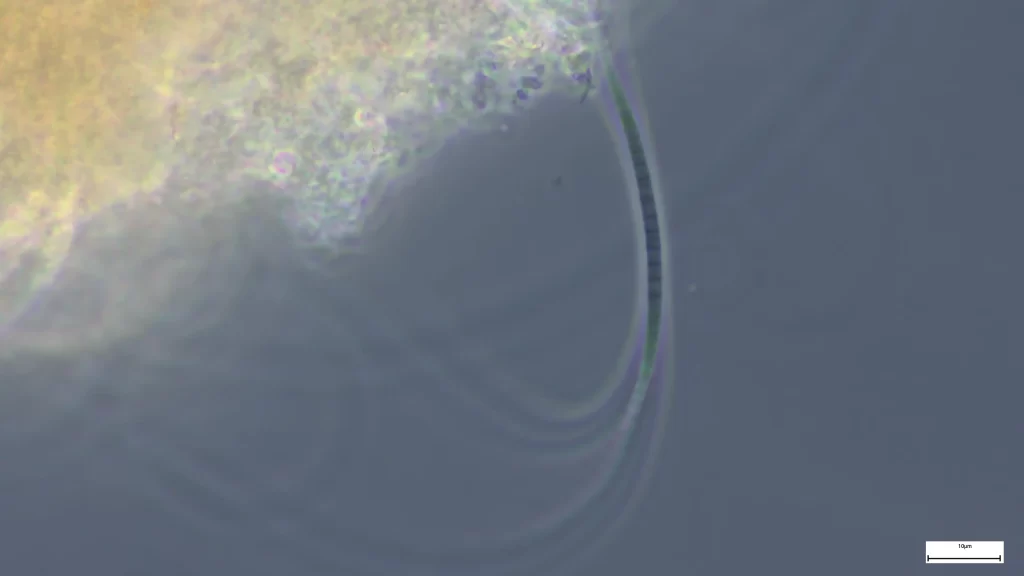
Figura 13: Bactéria filamentosa da espécie Tipo 021 N observada no lodo ativado da Indústria 4
a) In vivo. 1000x. Contraste de fase. b) corada Gram (-). 1000x. Campo claro.

Indústria 5:
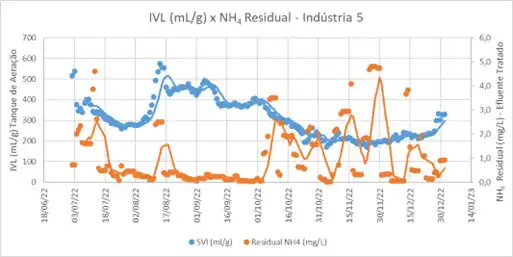
Na indústria 5, por sua vez, os flocos biológicos da primeira amostragem estavam predominantemente grandes, difusos (com pouca biomassa de bactérias formadoras de flocos) e com bulking filamentoso (Figura 16a), principalmente da espécie Thiothrix sp. (Figura 16b) Nesta ocasião o IVL estava em 400 mL/g e os valores dos residuais de nitrogênio amoniacal totalizavam em média 0,7 mg/L.
A dosagem de N foi intensificada, conforme sugerido para as empresas 1, 2, 3 e 4. A sugestão aqui também era manter o residual de N amoniacal entre 1,0 mg/L e 3,0 mg/L. Contudo, essa empresa não seguiu esta recomendação. Houve um aumento na dosagem de N, mas foi insuficiente para corresponder à necessidade fisiológica dos microrganismos, pois o residual médio ficou abaixo de 0,9 mg/L e apresentou oscilações muito intensas, como pode ser observado na Figura 17.
Esse gráfico mostra a relação direta entre os resultados de IVL e de residual de N. Note que, em um curto período em julho/22, quando o residual de N estava entre 2,0 mg/L e 4,0 mg/L, o IVL reduziu de 500 mL/g para 300 mL/g. Contudo, de agosto/22 a setembro/22, o residual se manteve abaixo de 0,5 mg/L e o IVL voltou a apresentar valores acima de 400 mL/g. A partir de outubro/22 a operação dessa planta voltou a aumentar a dosagem de N, contudo, a dosagem elevada não era constante, o que refletiu em oscilações muito grandes na concentração de NH4 residual, sendo registrados valores entre 0,1 mg/L e 5,0 mg/L.
Estudos mostram que períodos tão curtos quanto uma hora de deficiência de N, seguido por períodos de excesso, são suficientes para induzir o desequilíbrio de capacidade de adsorção de NH4 e dar uma vantagem competitiva a Tipo 021N (Richard, Shimizu e Jenkins, 1985) e isso de fato ocorreu nesse efluente estudado, pois houve nessa fase uma redução do IVL, mas não abaixo de 200 mL/g. Os flocos biológicos apresentaram um aumento na biomassa, o que contribuiu para baixar o IVL e reduzir os eventos de arrastes de sólidos, mas não foi suficiente para acabar com o bulking filamentoso, como pode ser observado na Figura 18.
Muito provavelmente se os operadores dessa ETE tivessem mantido o residual de N constantemente acima de 1,0 mg/L, sem interrupções, o bulking da Tipo 021N teria sido controlado, o IVL teria atingido valores abaixo de 150 mL/g e os eventos de arraste de sólidos teriam sido completamente eliminados, como ocorreu nos casos supracitados.


Figura 16: a) Bulking filamentoso observado na Indústria 5. In vivo. 100x. Contraste de fase.
b) Espécie Thiothrix sp. In vivo. 1000x. Contraste de fase.
Uma prática muito comum para quem opera sistemas de lodos ativados é decidir se deve dosar mais ou menos macronutrientes baseado apenas na presença de um pequeno residual de N e P no efluente tratado. Contudo, este estudo mostrou que é bem comum o efluente apresentar residuais dentro das faixas recomendadas e mesmo assim haver, por exemplo, bulking filamentoso de espécies que indicam carência de N ou P, como Tipo 021N, Thiothrix sp. e Nostocoida limicola. Logo, decidir a dosagem de N ou P apenas no residual é perigoso e pode levar aos problemas relatados acima.
Existem alguns casos em que precisa ser adicionado níveis de N e P muito mais altos do que a relação DBO:N:P de 100:5:1, especialmente quando o afluente em questão apresenta alta concentração de substratos rapidamente biodegradáveis e solúveis (ex: amido, álcoois, ácidos graxos voláteis, açucares, etc), o que também é muito comum em efluentes de indústrias de celulose e papel. Nestes casos, o residual mínimo de N e P pode ser da ordem de 1 a 3 mg/L para garantir nutrientes suficientes no interior do floco para atender a demanda de nutrientes exercida pelas altas taxas de absorção de substrato associadas a altas concentrações desse tipo de substrato. Por exemplo, Reid (1991) e Richard (1991) mostrou que o bulking filamentoso (devido a Nostocoida limicola) ocorreu no lodo ativado de uma fábrica de papel no Michigan (EUA) quando as concentrações de P solúvel do efluente foram <1,0 mg P/L. Uma concentração de P solúvel do efluente de 1 a 2 mg P/L foram necessários para evitar esses problemas.
Uma outra prática em comum que registramos nas cinco ETEs avaliadas é que elas deixavam a dosagem de macronutrientes constante, independente da variação de carga afluente. A situação que pode resultar desta prática é apresentada na Figura 19, conforme relatado no artigo de Richard et al (1985). Por um período de tempo, a relação DBO5:N (100:5) pode indicar que a suplementação de nitrogênio está adequada. Entretanto, períodos de deficiência de nitrogênio (região A da Figura 19) e excesso (região B) na alimentação podem resultar em períodos de deficiência e excesso de nitrogênio no tanque de aeração. Os resultados dos estudos relatados nesse artigo indicam que curtos períodos de deficiência de até uma hora, seguidos por períodos de excesso de N podem ser suficientes para induzir a capacidade de absorção de N da espécie Tipo 021N e dar-lhe uma vantagem competitiva, levando à sua seleção na cultura mista dentro do lodo ativado. É possível que os períodos relativos de deficiência e excesso de N podem influenciar intensamente a seleção de organismos e determinar a habilidade de decantação do lodo. Essa situação provavelmente foi o que ocorreu com a Fábrica 5, que não conseguiu manter uma dosagem adequada de N por um tempo mínimo necessário.
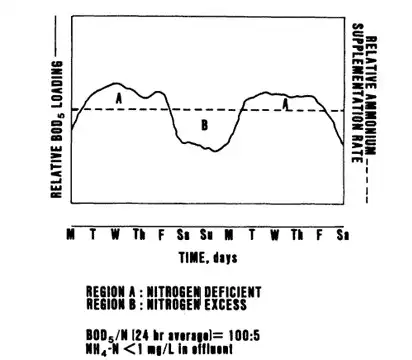
Figura 19: Comparação da carga de DBO e N amoniacal para um sistema de lodos ativados com DBO flutuante e taxa de suplementação de N constante (Fonte: Richard et al, 1985).
- CONCLUSÕES
Este estudo investigou a causa dos elevados valores de IVL nas ETEs de cinco diferentes indústrias de celulose e papel no Brasil, a maioria apresentava problemas com escape de sólidos pelo efluente tratado.
Nas cinco indústrias avaliadas o IVL estava elevado por causa de Bulking filamentoso das espécies Tipo 021N e/ou Thiothrix sp. e/ou Nostocoida limicola. As duas primeiras crescem em efluentes com carência de Nitrogênio e a última está relacionada com a carência de Fósforo. O efluente tratado de todas essas indústrias apresentava baixo residual de N e P, e por isso, a equipe de operação não achava necessário aumentar a dosagem de nutrientes, pois havia residual. Entretanto, esse estudo mostrou que não basta ter presença de macronutrientes no efluente tratado. Para saber se esses macronutrientes estão presentes em quantidade correta é necessário analisar o lodo no microscópio e buscar por organismos bioindicadores de carência de nutrientes, como é o caso dessas três espécies de bactérias filamentosas. Cabe ressaltar que também existem outros bioindicadores no lodo ativado, como a presença de bactérias do tipo Tétrades e excesso de EPS (Substâncias Poliméricas Extracelulares), que não foram citadas nesse trabalho.
Das cinco indústrias avaliadas neste estudo quatro conseguiram controlar o bulking filamentoso, reduzir o IVL e acabar com o arraste de sólidos cerca de 20 a 30 dias após manter o N amoniacal solúvel e/ou o Ortofosfato solúvel acima de 1,0 mg/L no efluente tratado de forma constante.
A única indústria que não teve sucesso na redução do Bulking foi a que não conseguiu manter o residual de N acima de 1,0 mg/L de forma consistente, a dosagem de nutrientes aumentava de forma intermitente. Para conseguir resultados de residual acima de 1,0 mg/L de forma constante é necessário mudar a dosagem dos macronutrientes de acordo com as variações de carga orgânica influente.
REFERÊNCIAS
⦁ ABTCP – Associação Brasileira técnica de celulose e papel. (2023). O setor. Disponível em: https://www.abtcp.org.br/o-setor#:~:text=Contatos-,O%20setor,e%20640%20mil%20empregos%20indiretos Acesso em 12 fev. 2023.
⦁ Andreasen, K., Agertved, J., Petersen, J., Skaarup, H. (1999). Improvement of sludge settleability in activated sludge plants treating effluent from pulp and paper industries. Water Science and Technology, 40 (11-12), 215-221.
⦁ Chudoba, J., Dohányos, M., Grau, P. (1982). Control of Activated Sludge Filamentous Bulking – IV. Effect of Sludge Regeneration. Water Science and Technology, 14(1-2), 73–93.
⦁ Eikelboom, D.H. and Geurkink, B. (2002). Filamentous microorganism observed in industrial activated sludge plants. Water Science and Technology, 46(1–2), 535–542.
⦁ Fourest, E., Craperi, D., Deschamps-Roupert, C., Pisicchio J.-L., Lenon, G. (2004). Occurrence and control of filamentous bulking in aerated wastewater treatment plants of the French paper industry. Water Science and Technology, 50(3), 29–37.
⦁ Jenkins, D., Richard, M. G., Daigger, G. T. (2003). Manual on the causes and control of activated sludge bulking, foaming, and other solids separation problems. 3rd edition.
⦁ Odum, E.P. (1988). Ecologia. Editora Guanabara Koogan.
⦁ Richard, M. G., Shimizu. G. P., Jenkins, D. (1985). The Growth Physiology of the Filamentous Organism Type 021N and Its Significance to Activated Sludge Bulking. Journal (Water Pollution Control Federation), 57(12), 1152-1162.
⦁ Reid, J.R. (1991), Phosphorus and Filaments. TAPPI Environ. Conf. Proc., 1, 99.
⦁ Richard, M.G. (1991), Filamentous and Polysaccharide Bulking Problems and Their Control in Paper Mill Activated Sludge, TAPPI Environ. Conf. Proc., 1, 95.
⦁ Von Sperling, M. (2002). Lodos ativados. Princípios do tratamento biológico de águas residuárias. Imprensa Universitária da UFMG. 2 ed. Vol.4



